

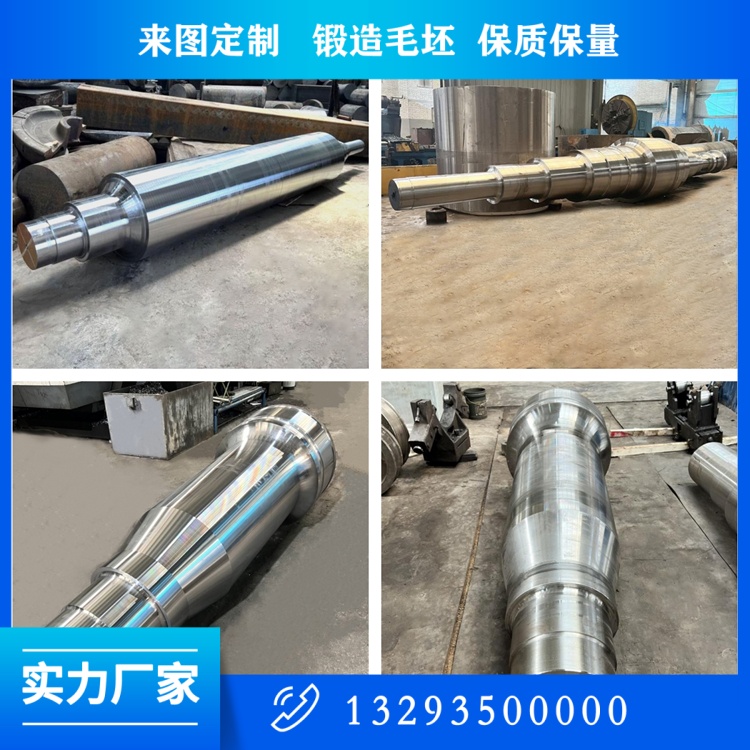
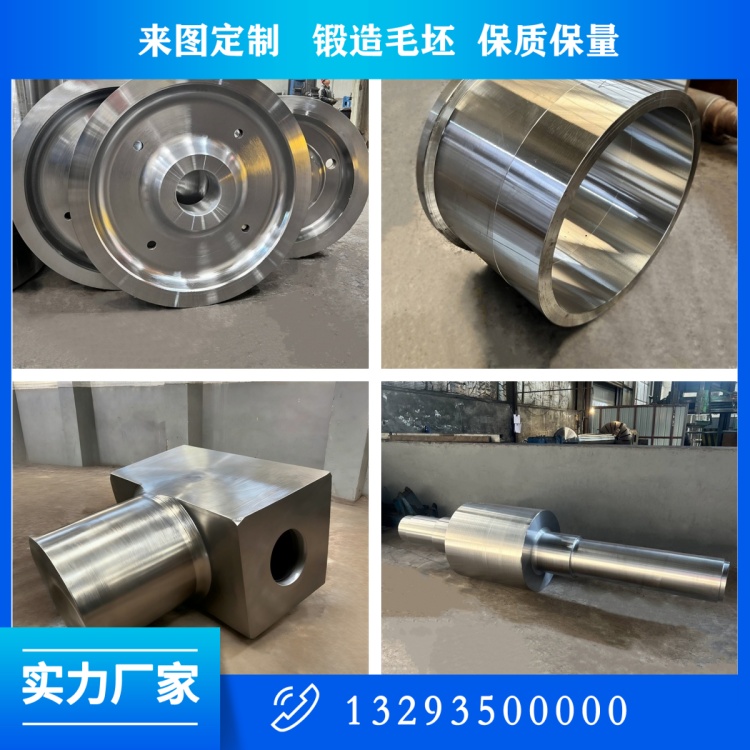
轴锻件质量检测:层层把关,杜绝不合格品
轴锻件作为重载设备核心部件,质量就是生命—— 一丝裂纹、一点夹杂、一处尺寸偏差,都可能导致断轴事故,造成巨大损失。山西中重重工集团建立从原料到成品的全流程质量检测体系,每根轴锻件都经过多道检测、层层把关,确保零缺陷、100% 合格才能出厂。下面详细介绍轴锻件关键检测项目。

一、原材料检测:从源头杜绝劣质料
原料是质量基础,进厂必须检测:
光谱成分分析:用直读光谱仪检测碳、硅、锰、铬、镍、钼等元素含量,确保材质符合标准,杜绝以次充好;
超声波探伤(UT):检测钢锭 / 圆钢内部疏松、气孔、夹杂、裂纹,有缺陷直接报废;
表面缺陷检查:肉眼 + 磁粉探伤,检查表面裂纹、折叠、结疤,确保原料表面完好。
二、锻造轴过程检测:过程控制,避免缺陷产生
锻造中实时检测,及时发现问题:
温度检测:红外测温仪实时监测加热温度、始锻温度、终锻温度,防止过热、过烧、低温锻造;
尺寸检测:锻造中多次测量直径、长度、台阶尺寸,确保锻件外形符合工艺要求;
外观检查:检查表面裂纹、折叠、起皮、氧化皮压入,有缺陷及时处理。
三、热处理后检测:性能达标,稳定可靠
热处理后必须检测性能和变形:
硬度检测:布氏硬度计、洛氏硬度计检测不同部位硬度,确保硬度符合图纸要求,均匀无偏差;
变形检测:用百分表、直尺检测直线度、同轴度,弯曲变形超差必须校直;
金相组织分析:取样做金相,观察晶粒大小、组织形态、脱碳层,确保组织致密、晶粒细小。
四、成品探伤检测:内部零缺陷,安全底线
成品探伤是***重要、***严格的检测,100% 全覆盖:
超声波探伤(UT):检测轴锻件内部疏松、气孔、夹杂、裂纹,从一端到另一端、从表面到心部全范围扫描,不允许有任何超标缺陷;
磁粉探伤(MT):检测表面及近表面裂纹(***危险缺陷),全表面 100% 探伤,确保无裂纹。
五、尺寸精度检测:精密匹配,安装顺畅
精加工后全尺寸检测,确保符合图纸:
关键尺寸:直径、长度、台阶尺寸、轴颈尺寸,用千分尺、卡尺***测量,公差控制在0.01mm 内;
形位公差:直线度、同轴度、圆跳动、圆柱度,用三坐标测量仪、百分表检测,确保安装后无振动、无噪音;
表面粗糙度:用粗糙度仪检测轴承位、密封位,Ra≤0.8μm,光洁如镜面。
六、力学性能试验:强度韧性,***达标
每批次取样做力学性能试验,确保综合性能:
拉伸试验:检测抗拉强度、屈服强度、伸长率、断面收缩率,确保强度达标、塑性良好;
冲击试验:常温 / 低温(-40℃)冲击,检测冲击韧性,确保抗冲击、抗低温脆断;
硬度试验:再次复核硬度,确保稳定一致。
七、山西中重重工的质量承诺
全流程检测:从原料到成品,每一步都有检测、每一根都有记录;
检测报告齐全:每根轴锻件提供材质报告、探伤报告、力学性能报告、尺寸检测报告,可追溯、可核查;
质保期保障:质保期内出现质量问题,免费维修、更换、技术支持,让客户无后顾之忧。
八、总结
质量是企业的立身之本,轴锻件质量更是设备安全的底线。山西中重重工以严苛检测、层层把关、零缺陷目标,打造每一根安全可靠的轴锻件,让客户买得放心、用得安心。
 关注公众微信号
关注公众微信号 