

轴类锻件90°键槽的加工方法(二)
文章出处:未知
人气:
发表时间:2017-07-01 18:09
在石油钻采装备中,有许多的轴类存在 90°键槽的结构,部分轴类存在批量化生产的情况,采用工艺块找正、加工键槽的方法已在我公内部广泛使用,可以有效地提高生产效牢,降低工件的返修及损伤率,降低生产成本,提升90°键槽类产品的质量。
3、键槽的加工方法
轴锻件上键槽敞开式键槽 (即键槽的一端或两端都是敞开的)和封闭式键槽两类,其加工步骤如下:
3.1选择铣刀
一般选用比槽宽尺寸小于2-5mm的键槽铣或立铣刀进行加工,考虑铣刀摆动误差会扩大槽宽尺寸和刀具磨损,应分为粗铣刀和精铣刀。
3.2对中心
即调整槽的中心、铣刀中心及轴中心线重合。方法是:首先把铣刀调整到大致在工件的中心位置上 ,在工件表面粗铣一键槽后 ,用直角匿尺靠平母线,测量键槽两边到相应量尺的距离,对比两边距离,理论两边距离是应该相同的,如果测量值不相同,则适当调整铣位置,同时注意控制键槽宽度。
3.3加工方法
因为铣削键槽属于对称加工,在切削过程中一面属于顺铣、另一面属于逆铣,顺铣一侧的表面粗糙度相对于逆铣一侧的表面粗糙度好,对于键槽两侧面粗糙度要求较高的轴类锻件,采用直接成形的方法显然是不合理的。
一般我们加工此类轴时,使用比键槽宽度小 4mm左右的铣刀进行粗、精加工。在进刀时多采用预钻孔的方法。如果采用键槽铣刀铣削时,因键槽铣刀的刀齿较少,所以加工时铣刀的转速应该较高 (与相同直径的立铣刀比较),键槽铣刀的端面齿可直接向下走刀进行切削(相
当于钻削),所以在轴上也可以不需进行预钻孔便能直接铣出键憎。但是键槽铣刀向下走刀时的进给量应很小 ,一般用于动控制。如果键槽较长时可用T形刀及三面刃铣刀在槽的中间部分铣出一道槽来(铣时应注意不能铣到两端的R尺处),然后再用立铣刀进行铣削,这样 可以保护立铣刀的端面齿。铣削时应注意槽宽与轴中心线的的对称性。
4、90°位置度找正方法
在加工完一个键槽后,需要重新装夹工件加工另 一键槽。如何确定工件是否旋转到90°成 为保证两键槽问垂直度的关键。由于键槽宽度较窄,找正键槽底面时存在较大误差,不能成为工件的找正基准。目前现场操作人员确定工件是否摆正至90°的方法是: 在同一平面内,用高划尺配合百分表分别测量键槽两侧面到工作台的高度及轴的上下两点到工作台的高度,理论上来说,如果,工件旋转到90°,但是这种方法测量误差较大,精度不高,操作繁琐。
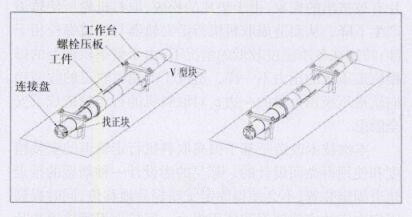
为便于操作,提离精度,我们采用在轴端加设一工艺找正块的方法 ,工作原理:在轴端上固定一找正块,其找正面与所加工键槽的侧面垂直或平行,找正块通过连接盘与轴连接,连接盘通过4个轴端连接孔与工件的轴端进行固定(通常工件轴端都有4个螺孔),再通过2个螺栓将找正块固定在连接盘上,在找正块表面上,按照工件精度要求 ,找正工件上、侧母线跳动 ≤0.01mm,找正块平面全长跳动 ≤0.005mm,找正合适后用板将轴压紧在工作台上。然后用铣刀分粗、精铣加工同一母线上多个键槽,达到图纸要求;再将工件转动90°,以同样方法找正轴母线和找正块,加工另一母线上多个键槽。找正块基准(两面)需要精密磨削以保证找正精度要求;连接盘用来转换找正块与轴向键槽的相对位置,轴端上已有的螺孔,用于工件和找正块的相对位置准确。该方法同样适用于180°分布的键槽加工、使用该方法的优点是:结构简单,便于加工制造,操作灵活、方便,使用安全。
3、键槽的加工方法
轴锻件上键槽敞开式键槽 (即键槽的一端或两端都是敞开的)和封闭式键槽两类,其加工步骤如下:
3.1选择铣刀
一般选用比槽宽尺寸小于2-5mm的键槽铣或立铣刀进行加工,考虑铣刀摆动误差会扩大槽宽尺寸和刀具磨损,应分为粗铣刀和精铣刀。
3.2对中心
即调整槽的中心、铣刀中心及轴中心线重合。方法是:首先把铣刀调整到大致在工件的中心位置上 ,在工件表面粗铣一键槽后 ,用直角匿尺靠平母线,测量键槽两边到相应量尺的距离,对比两边距离,理论两边距离是应该相同的,如果测量值不相同,则适当调整铣位置,同时注意控制键槽宽度。
3.3加工方法
因为铣削键槽属于对称加工,在切削过程中一面属于顺铣、另一面属于逆铣,顺铣一侧的表面粗糙度相对于逆铣一侧的表面粗糙度好,对于键槽两侧面粗糙度要求较高的轴类锻件,采用直接成形的方法显然是不合理的。
一般我们加工此类轴时,使用比键槽宽度小 4mm左右的铣刀进行粗、精加工。在进刀时多采用预钻孔的方法。如果采用键槽铣刀铣削时,因键槽铣刀的刀齿较少,所以加工时铣刀的转速应该较高 (与相同直径的立铣刀比较),键槽铣刀的端面齿可直接向下走刀进行切削(相
当于钻削),所以在轴上也可以不需进行预钻孔便能直接铣出键憎。但是键槽铣刀向下走刀时的进给量应很小 ,一般用于动控制。如果键槽较长时可用T形刀及三面刃铣刀在槽的中间部分铣出一道槽来(铣时应注意不能铣到两端的R尺处),然后再用立铣刀进行铣削,这样 可以保护立铣刀的端面齿。铣削时应注意槽宽与轴中心线的的对称性。
4、90°位置度找正方法
在加工完一个键槽后,需要重新装夹工件加工另 一键槽。如何确定工件是否旋转到90°成 为保证两键槽问垂直度的关键。由于键槽宽度较窄,找正键槽底面时存在较大误差,不能成为工件的找正基准。目前现场操作人员确定工件是否摆正至90°的方法是: 在同一平面内,用高划尺配合百分表分别测量键槽两侧面到工作台的高度及轴的上下两点到工作台的高度,理论上来说,如果,工件旋转到90°,但是这种方法测量误差较大,精度不高,操作繁琐。
为便于操作,提离精度,我们采用在轴端加设一工艺找正块的方法 ,工作原理:在轴端上固定一找正块,其找正面与所加工键槽的侧面垂直或平行,找正块通过连接盘与轴连接,连接盘通过4个轴端连接孔与工件的轴端进行固定(通常工件轴端都有4个螺孔),再通过2个螺栓将找正块固定在连接盘上,在找正块表面上,按照工件精度要求 ,找正工件上、侧母线跳动 ≤0.01mm,找正块平面全长跳动 ≤0.005mm,找正合适后用板将轴压紧在工作台上。然后用铣刀分粗、精铣加工同一母线上多个键槽,达到图纸要求;再将工件转动90°,以同样方法找正轴母线和找正块,加工另一母线上多个键槽。找正块基准(两面)需要精密磨削以保证找正精度要求;连接盘用来转换找正块与轴向键槽的相对位置,轴端上已有的螺孔,用于工件和找正块的相对位置准确。该方法同样适用于180°分布的键槽加工、使用该方法的优点是:结构简单,便于加工制造,操作灵活、方便,使用安全。
下一篇:轴锻件加热工艺不当常产生的缺陷
上一篇:轴类锻件90°键槽的加工方法(一)
 关注公众微信号
关注公众微信号 